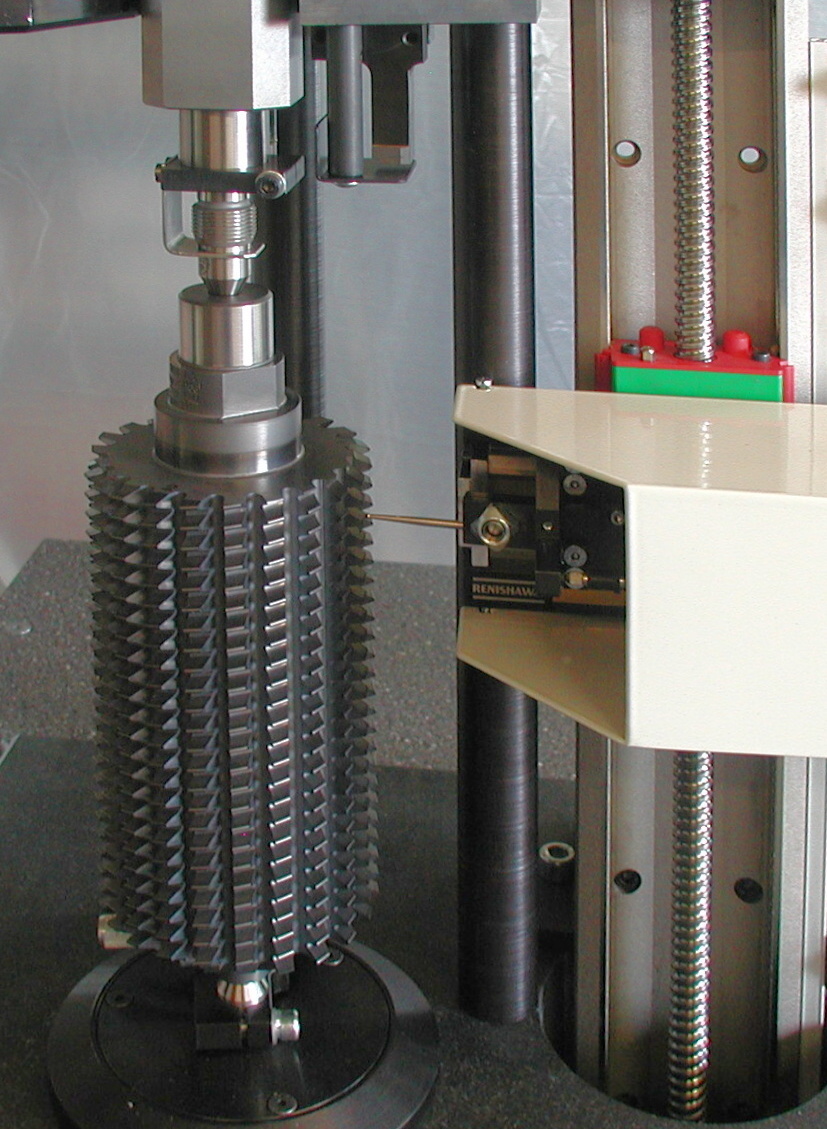
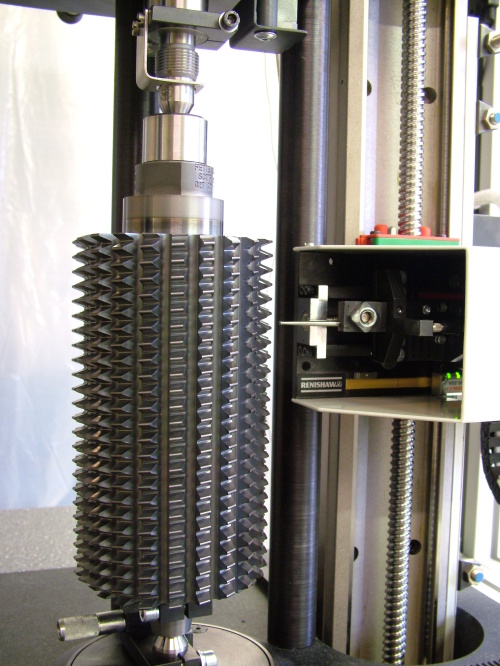
Anlage für die Geometrieprüfung der Abwälzfräser nach dem Brustanschliff
Die spezielle Messanlage mit Motorantrieb der Rotation und einem Messfühler wird durch ein Messsystem von AMS AC5 auf der Basis von Industrierechnern gesteuert. Nach der manuellen Zufuhr läuft die Vermessung und anschließend die Berechnung der Basisparameter der Zähne von Abwälzfräsern (insbesondere die Parameter des Zahnbrustprofils und der Zahnweite) automatisch ab.
Die Anlage für die Geometrieprüfung der Abwälzfräser nach dem Brustanschliff führt folgende Messungen aus :
- Abweichungen der nächsten Zahnweite mit einer Genauigkeit 0,001mm
- Abweichungen in der Aggregation der Zahnweiten mit einer Genauigkeit 0,003mm
- Gleichlauf der Zahnbrust (Litze) mit der Werkzeuglängsachse mit einer Genauigkeit 0,005mm
- Spannwinkel (Versetzungsgrösse "U")
- Zahnbrustprofils mit einer Genauigkeit 0,001mm
Konzeption und Messprinzip :
Die Prüfmessung wird auf dem vertikalen halbautomatischen Messgestell mit einem rotierenden Spanner durchgeführt. Dieses wird mit einem Satz der verstellbaren Abtasteinheit und einer Messung der Spannerrotierung ausgestattet Das Messgestell wird elektronisch über dasModul AMS AC5 mit einem Farbmonitor gesteuert. Die Stückbeschickung und Positionierung des Ausgangspunktes für die Messung ist manuell, sowohl die Messbewegungen als auch die Positionierung der Messzähne ist halbautomatisch. An das System AMS AC5 wird ein Gerät zum Druck von Protokollen mit den Messergebnissen und deren Archivierung angeschlossen.
Nach den erzielten Messergebnissen werden die Werkzeuge automatisch in die folgenden Klassen sortiert : AAA, AA, A, B, C, a D.
Der gesamte Messlauf für die Vermessung der Zahnweiten in einer Kette, der gleichlaufenden Näherung einer Zahnbrust und des Profils und Zahnspannwinkels einschließlich der Befestigung und Einstellung dauert etwa 12 Minuten.