Messanlage für die Prüfung von Halbfabrikaten und fertiggestellten Synchronringen
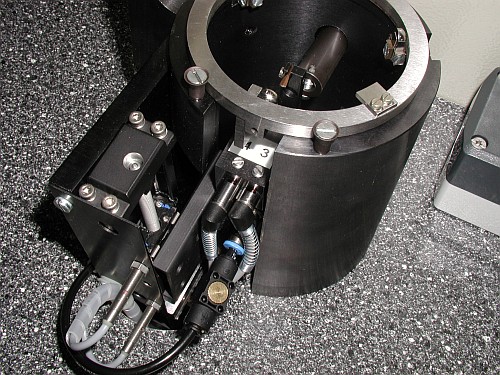
Die Messanlage besteht aus einem Rahmen aus Al-Profilen, in den sieben Messtative platziert sind. Einzelne Messungen verlaufen spezifisch für den jeweiligen Typ des Ringes. Im ersten Stativ wird die Ausführung des Innenkegels durch Versenken des Kalibers in den Ring hinein geprüft. Mit Hilfe des zweiten dynamischen Stativs wird das Profil der Ringinnenfläche mitsamt den Parametern des Innengewindes gemessen. In dem dritten und vierten Stativ werden die Aussendurchmesser der definierten Ringflächen gemessen.
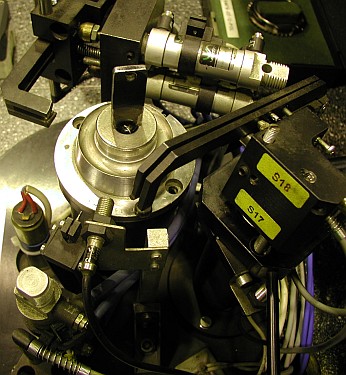
Das fünfte Stativ dient zur dynamischen Messung während der Rotation. Die Messung verläuft mittels radialen und axialen Berührungen mit pneumatischer Steuerung der Zuführung in die Messungslage. In dem sechsten und siebten Stativ wird der Ring mit der Kegelfläche auf dem gemessenen Rotationsmitnehmer befestigt. Rund um den Aufnehmers werden drei Systeme der radialen und zwei der axialen Tastkontakte verteilt, wieder mit pneumatischer Steuerung der Aufnahmezuführung.
Die Parameter des eingelegten Ringes werden sequentiell nach der Zuführung in die einzelnen Messstative gemessen und werden sowohl einzeln als auch als Gesamtqualität des gemessenen Ringes ausgegeben. Die Messwerte werden auch in der Datenbank des Systems für statistische Auswertungen gespeichert.
 |
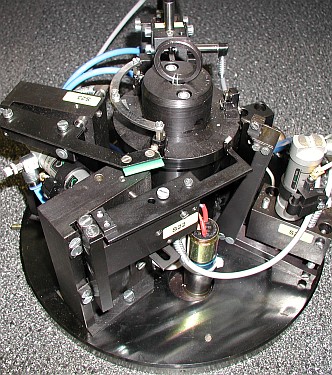
| Gesamtansicht |